Tuli myöskin hankittua 3D-printteri kun pitkästä aikaa vaihtoehtoja selaillessa huomasin miten paljon nämä kotikäyttöiset on parissa vuodessa taas kehittyneet. Oikeastaan piti ensin tilata halpa CNC jyrsin mutta kun huomasin myös miten halvalla piirilevyjä saa nykyään kiinasta myös pienissä erissä, oli 3D-ulostaja huomattavasti monipuolisempi vaihtoehto esim. laitekoteloiden yms. väsäämiseen.
Muutaman päivän lueskelin ahkerasti käyttäjäkokemuksia ja arvosteluja. 3Dhubsin tulostin-indexi oli hyvä vertailupaikka. Päädyin sitten tuohon Wanhao Duplicator 4S:ään koska
1. Halusin tupla-extruuderin koska visioin hyödyntäväni kikkaretta muutamiin toivottuihin huonekaluihin jotka vaatii tätä ja myös PVA:n käyttö tukirakenteena kiinnosti. PVA:n hinta tosin sen verran paljon että tuskin sitä tulee paljoa tukirakenteena käytettyä.
2. Tunnettu rakenne (Replicator/Flashforge) joten netti täynnä hyviä vinkkejä viritykseen.
3. Halpa
Tilasin laitteen jouluviikon alussa Stayhome.fi:n kautta josta sen sillä hetkellä edullisimmin löysin (860€). Ko. kaupaste ei aiempaa kokemusta mutta voin suositella. Laitetta piti olla Ruotsin varastossa 2kpl muttei sitten ollutkaan. Liikkeestä kuitenkin soitettiin ystävällisesti, ilmoitettiin asiasta ja luvattiin toimittaa kotiovelle heti joulupyhien jälkeen. Kikkare saapui 29pv. Tilasin myös 3DPrimasta 2 kpl Micro swissin täysmetallisettejä (0.4mm suuttimilla) sekä muutaman kelan lankaa. Ne saapui parissa päivässä ennen tulostinta ja asensinkin ne tulostimen saavuttua heti, enkä kokeillut kertaakaan alkuperäisillä PTFE virityksillä.
Iskin lasilevyn maskiteippeineen koneeseen, säädin levyn vaateriin ja iskin mukana tulleen perhosmallin tulostumaan. Ihmettelin kovasti kun se tulostui ilman ongelmia, tosin ensimmäinen tulostus teki selväksi etten tule koskaan enää tulostamaan raftin kanssa. Perhosta lasilta repiessä ihmettelin kovasti myös ihmisten ongelmia PVA tulosteiden paikallaanpysymisen kanssa. Sen sai kammeta siitä puukon kanssa irti. Vedin kuitenkin vielä uudet maalarinteipit lasille seuraavaa testiä varten.
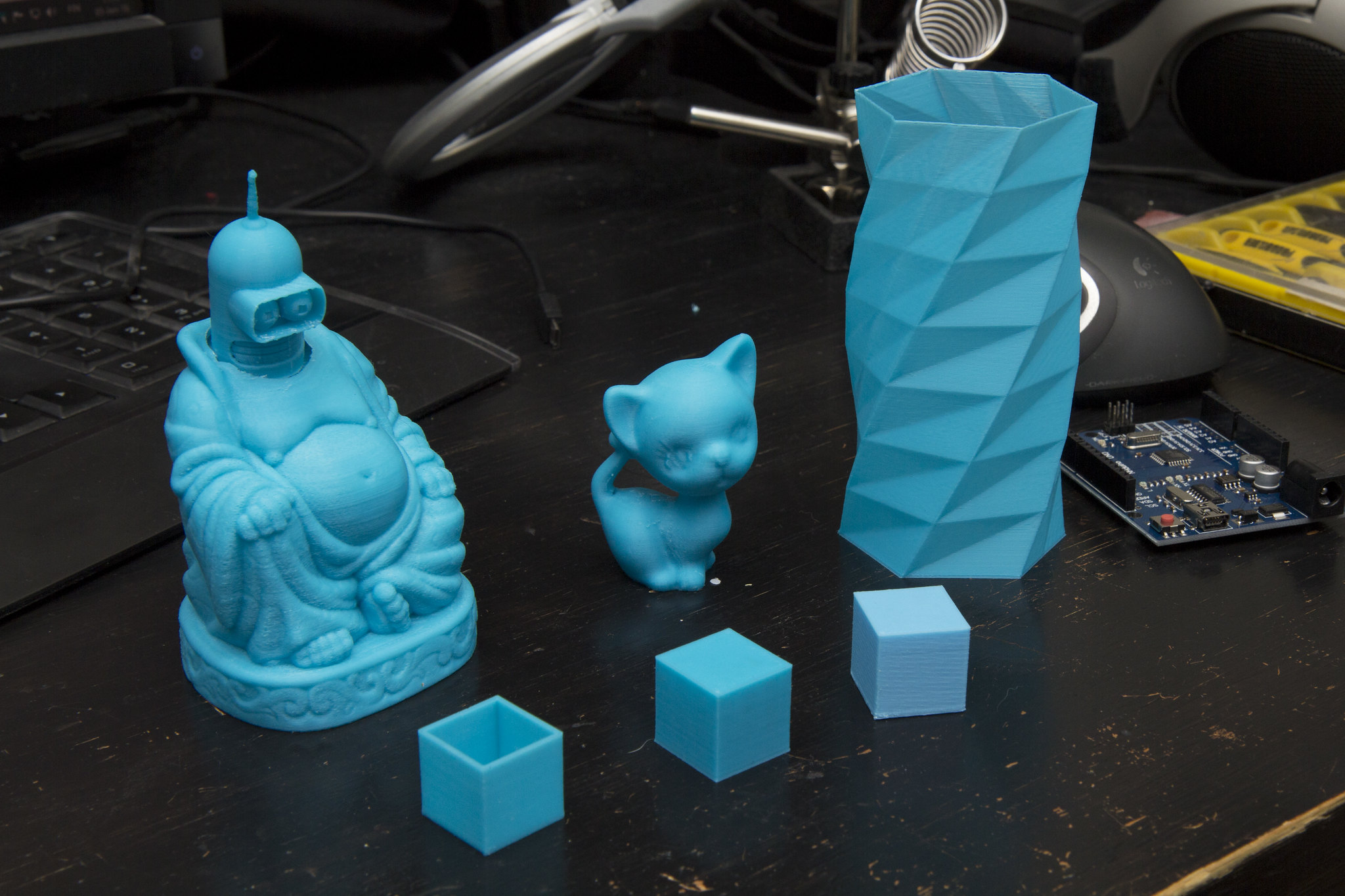
Seuraavaksi klikkailinkin itseni Simplify3D:n ostokaavakkeelle koska olin lukenut siitä pelkkää hyvää ja ReplicatorG:stä lähinnä päinvastaista. Ei myöskään kiinnostanut alkaa opetalla useaa softaa koska oli kiire päästä tulostamaan turhia asioita. Softa oli selkeä käyttää ja perusasiat oppii nopeasti. Latasin Thingiversestä Bender-buddhan, iskin sille automaattigeneroidut tuet, 0.1mm kerrospaksuuden, 2-shelliä, 10% infill ja muutoin melko default asetuksilla 210/60 lämmöillä. Kortti tulostimeen ja aamulla siellä odotti etäisesti onnistunut malli. Lähempi tarkastelu kuitenkin osoitti että osasta päällispintoja paistoi mallin sisään (romahtanut katto), pää oli irti ja muuta pientä virhettä, mutta silti ihastelin pinnan oivaa laatua jonka taso ylitti odotukset jo nyt. Bender istui taas melko lujasti teipatussa lasissa ja tässä vaiheessa päätin etten koskaan ko. teippiä enää alusena käytä.
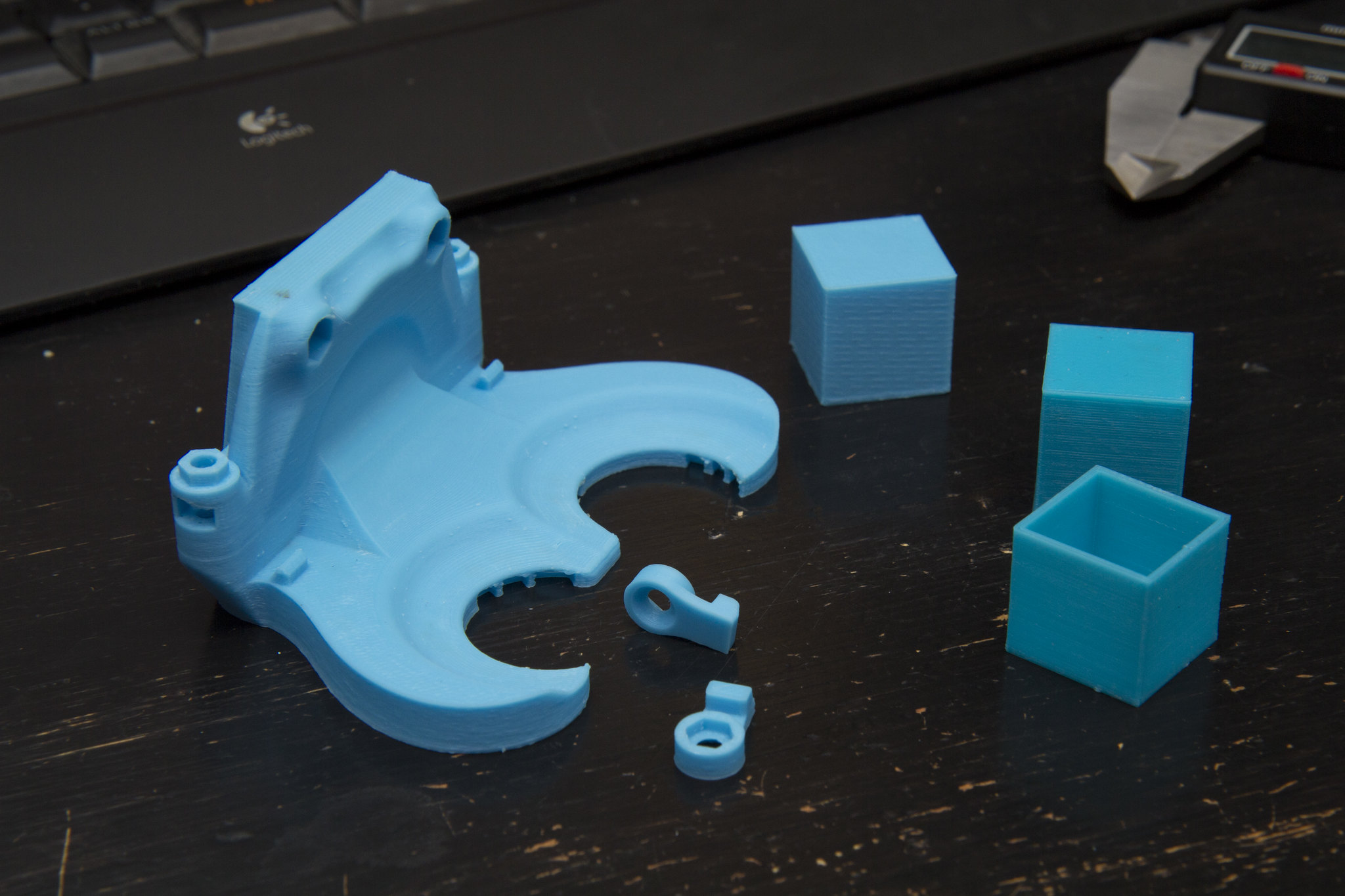
Sitten pitikin alkaa tulostella pakollisia päivitysosia koneeseen. Ensin tulostin jäähdytysputken V1:n PVA:sta ja sen avulla V2:n ABS:sta. V1:lle tulostin no-hole version ja sille tuulettimien alle tulevan kiinnikkeen, jota tosin ei saanut kunnolla kiinni noiden tuulettimien sormisuojien takia ja sormisuojia ei voi irrottaa ilman että tuulettimen pitkät ruuvit pohjaavat stepperin päässä. Kikkare pysyi kuitenkin kiinni pienellä lisäkiilauksella muutaman mallin verran.
ABS:in kanssa oli aluksi ongelmaa kiinnittymisen kanssa ja eka yritys warppasi osin irti lasista. Pinnassa oli
Wellaflex Ultra -hiuslakkaa joka toimii ainakin pienehköjen PLA-mallien kanssa hyvin - mallit ei liiku mutta lähtevät irti vaivattomasti. Toisella yrittämällä hieroin pintaan (lakka jäi laiskuuttani alle) Tesa Easy Stick Eco -liimapuikkoa ja se toimi. Malli kiinnittyi hyvin mutta irtosi hieman jäähdyttyään ilman lekaa. ABS lämmöt oli suuttimelle
240 (PID säädin laiskotteli ja piti lukeman
235:ssä printatessa) ja alustalle
110 ekat 4 kerrosta ja sen jälkeen
80.
ABS:n kanssa lämpötilaheittelyt havaittuani lueskelin aiheesta netistä ja Replicator 2X / Flashforge -printtereillä oli samaa ongelmaa. Tähän auttoi
PID säätimen tuunaus I-parametrin osalta 0.325:stä 0.45:een. Säätö onnistui ainakin ReplicatorG:n kautta, jonka asennus tosina Windows 8.1:lle tuotti ongelmia (allekirjoittamatonta ajuriaei voi asentaa ilman erikoisboottia mutta oma näppikseni alkoi tinttailla legacy-tuen kanssa enkä saanut windowsin boottivalikosta valittua tuota "salli allekirjoittamattomien ajureiden asennus" -vaihtoehtoa). Onneksi läppäriltä löytyi vielä Windows 7 jonka kautta sain asian hoidettua. Lämmöt alkoi nousta asetettuun ja pysyi siinä. Hieman ampuu aluksi yli mutta tuo ei haitanne, ainakaan jos antaa lämpöjen tasaantua aluksi.
Omassa versiossani ei emolevyllä ollut fettiä eikä liitintä ja ne on vielä postissa. Otin 24VDC suoraan powerilta ja iskin välinn PWM säätimen, eli jäähdytyksen säätö on tällä hetkellä manuaalipeliä. Jäähdytyksen edut kuitenkin paljastuivat äkkiä. Olin printtaillut "kitten" mallia aiemmin testinä eri asetuksilla ja sen naama tahtoi valua jyrkkien ylitysten johdosta. Nyt moinen ongelma oli poissa ja kissi tulostui lähes täydellisenä. Printtasin sen vielä muutamien tukien kanssa mutta vaikutti siltä ettei se niitä enää olisi edes tarvinnut (naama ei ollut valunut tukiin kiinni lainkaan). Aloin myös testailla nopeuksia, että paljonko rääkkiä laite kestää. Oletusasetukset S3D:ssä on 60mm/s tulostukselle. Truuttasin sen samantien 100mm/s:iin ja printtasin pari testikuutiota. En havainnut juurikaan eroa default-asetuksille paitsi kerrostenvaihdossa edellisen kerroksen loppuun toisinaan jäävän pienen kuopan. Tuon varmaan saisi korjattua pursotusasetuksia säätämällä. Pudotin nopeutta kuitenkin 83mm/s:iin ja tulostin kissin tällä vauhdilla (S3D:n jäähdytysasetukset olivat defaultilla ja ulommaisen kuoren nopeus 80%). Katti tulostui erittäin siistinä ja tämä versio on alla kuvassa.
PVA:n lämpötila-asetukset oli tässä vaiheessa Priman langalle vakioituneet
200/60 asteeseen.
Jatkoin nopeustestejä ja jätin bender-buddhan tulostumaan yöksi tällä vauhdilla. Ekasta testistä viisastuneena nostin myös infillin 15%:iin ja päälliskerrokset 8:aan. Bender tulostui melko siistinä ilman reikiä mutta pää oli taas irti. Huomasin vian olevan mallissa, ei tulostimessa. Malli sisältää irtonaisia osia joten pää on erittäin huterasti kiinni. Pinta oli muutoin siisti mutta mallin keskivaiheilla melko rosoinen. Johtunee tärinästä kun kikkaretta rääkkää kovalla vauhdilla. Printteri vaikuttaakin räjähtävän käsiin kun se tällä vauhdilla printtaa monimutkaista pintaa. Tarkistin tulostimen asetukset ja siellä oli "Acceleration On". Pitänee lueskella foorumeita taas auttaako kiihtyvyyksien säätö vai pitääkö tyytyä hitaampaan vauhtiin.
Äsken printtasin vielä low-poly -vaasin 0.3mm kerroksilla, yhdellä kuorella, continuous spiral -asetuksilla ja 66.7mm/s vauhdilla (cooling yms. ohitukset estettynä, eli nopeus oikeasti tuon asetetun). Malli olis skaalattu ~10cm korkuiseksi ja se tulostuikin noilla asetuksilla aika hätäisesti

. Lopputulos pikaisesti katsottuna erittäin siisti. Viivat ovat suoria ja tulostusjälki tasaista mutta valoa vasten näkee että terävien kulmien kohtiin on siellä täällä muodostunut reikiä.
Tulipa pitkä viesti. Paljon olisi enemmänkin kokemuksia/kysymyksiä esittää.
Yhteenvetona voin tällä lyhyellä kokemuksella kyllä suositella aparaattia. Ainakin noilla tulostuspään modeilla (microswiss päät ja jäähdytys) laite tulostaa erittäin laadukasta jälkeä kunhan asetukset ovat kunnossa. Omia tulosteita katsoessa ei tarvitse hävetä 2-3x kalliimpien laitteiden tulosteille.
Muutama mallikuva pitkin testijaksoa. Näistä ehkä koneen parasta jälkeä edustaa tuo kissa (joka tosin sekin tulostui reippaalla vauhdilla ja jossa on vähän tukien jämiä pinnassa), muut ovat lähinnä testikamaa. Huomatkaa Benderin varpaista käsiin välillä oleva epätasaisuus. Turkoosimpi sininen 3D Priman PLA:ta ja toinen sininen (cooleri ja yksi kuutio) Wanhaon mukana tullutta ABS:ia.


 Aihe: 3D tulostus (Luettu 373453 kertaa)
Aihe: 3D tulostus (Luettu 373453 kertaa)

